Press brake angle inconsistency is one of the most common problems in CNC bending operations. When the left and right bending angles are different, or the center angle changes on long workpieces, it can directly affect assembly accuracy, product appearance, and final quality.
For manufacturers, this problem is not only about one bad part. It can lead to rework, material waste, production delays, and customer complaints. To solve it properly, you need to check the material, tooling, machine condition, CNC program, and operator process together.
Modern CNC press brake machines can deliver stable bending accuracy, but only when the full bending system is correctly matched and maintained.

What Is Press Brake Angle Inconsistency?
Press brake angle inconsistency means the final bending angle is not stable across the workpiece or between different production batches.
- Different bending angles on the left and right sides
- Different angles on the same workpiece
- Long workpiece center angle differs from both ends
- Unstable results during batch production
This issue is especially common when bending long parts, thick plates, stainless steel, or parts with strict assembly requirements.
Material Problems That Cause Uneven Bending Angles
1. Material Thickness Variation
Even a small difference in material thickness can change the required bending force. If the sheet thickness is not consistent, the final angle may vary even when the machine settings remain the same.
2. Material Hardness Difference
Different materials respond differently during bending. Harder materials usually require higher bending force and may create more springback.
3. Springback from Different Material Batches
Even when the material name is the same, different batches may have different yield strength and springback behavior. This is a common reason why the same CNC program produces different bending angles.
4. Stainless Steel Has Higher Springback
Compared with mild steel, stainless steel usually has stronger springback. If the CNC program does not include proper angle compensation, the final angle may be larger than expected.
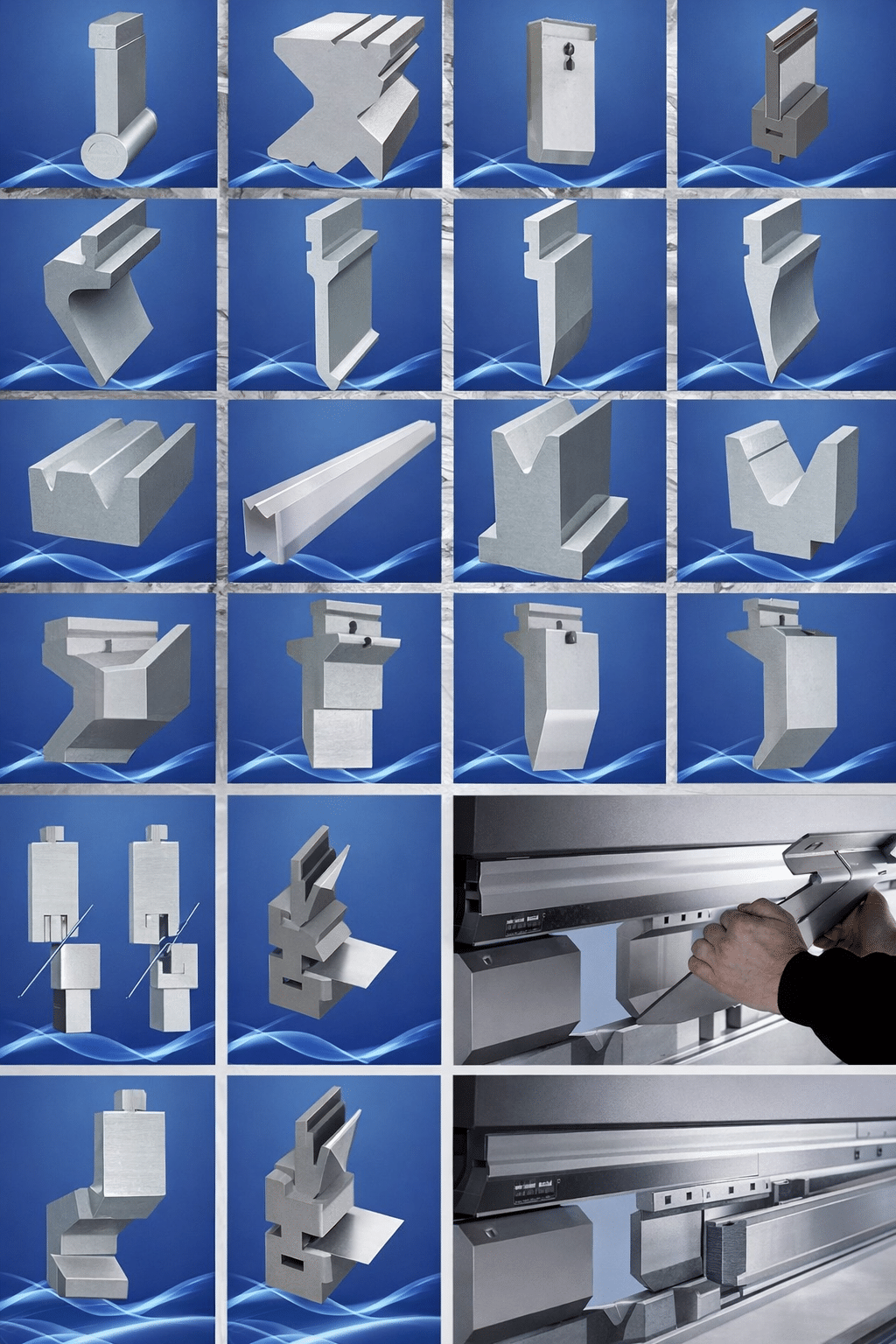
Tooling Problems That Cause Bending Angle Errors
1. Worn Punches and Dies
Worn tooling changes the contact surface between the punch, die, and material. This directly affects the bending radius and angle accuracy.
2. Incorrect V-Die Selection
The V-die opening must match the material thickness and bending requirement. If the V opening is too small, cracking and excessive tooling wear may occur. If it is too large, angle control becomes unstable.
A common reference rule is:
- V opening = 6–8 times the material thickness for general bending
3. Upper and Lower Tooling Misalignment
If the punch and die are not properly aligned, the bending force will not be evenly distributed. This can cause one side of the part to bend more than the other.
4. Low-Precision Tooling
High-precision machines require high-precision tooling. For demanding applications, a machine such as the Main Servo Electro-Hydraulic Synchronous CNC Press Brake should be matched with reliable tooling to maintain long-term accuracy.
Machine-Related Causes of Press Brake Angle Inconsistency
1. Y1 and Y2 Synchronization Error
For CNC press brakes, Y1 and Y2 cylinder synchronization is critical. If the two sides are not synchronized, the left and right bending angles will not be the same.
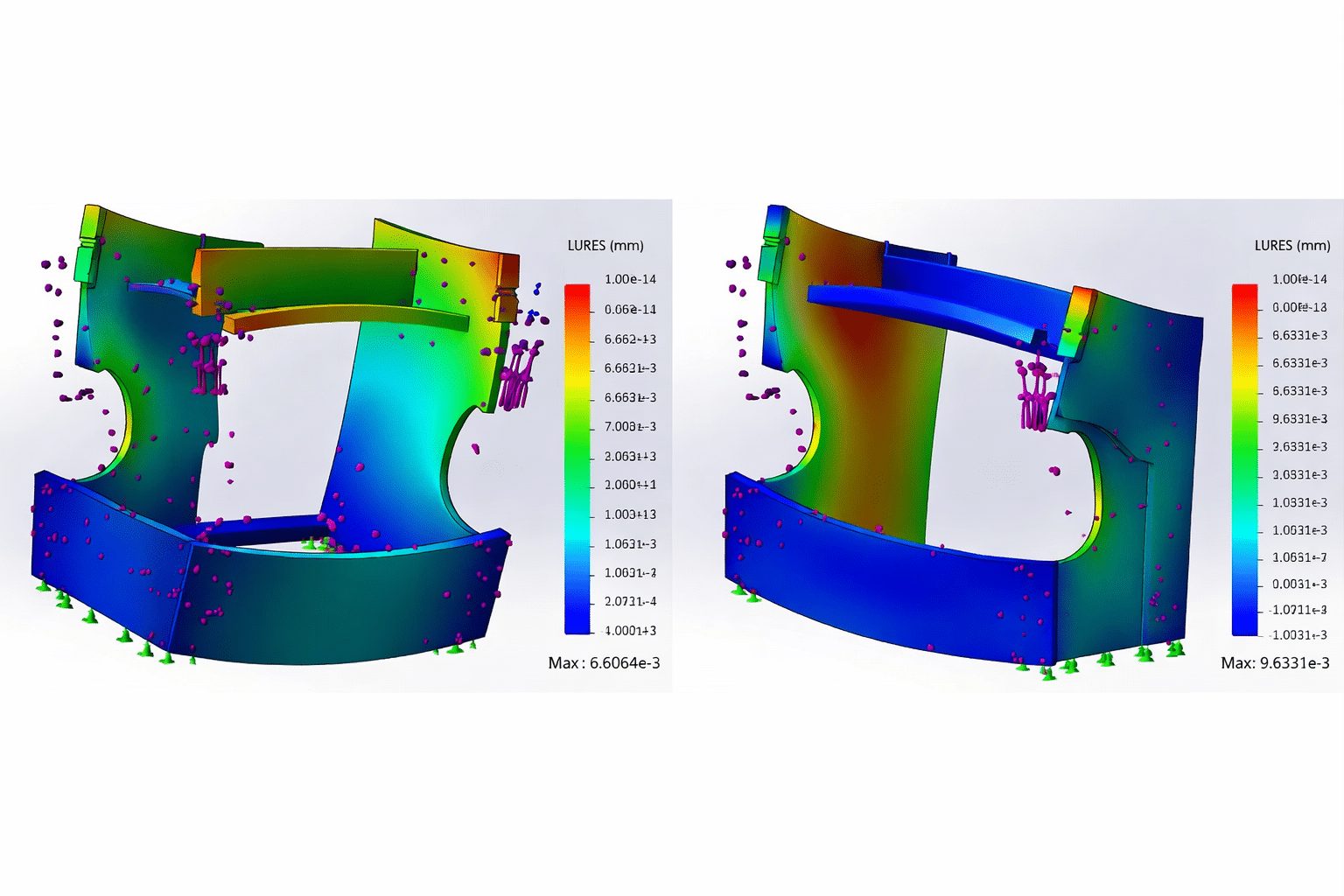
2. Incorrect Crowning Compensation
When bending long workpieces, the machine frame and ram may deflect under pressure. Without correct crowning compensation, the center angle may be different from both ends.
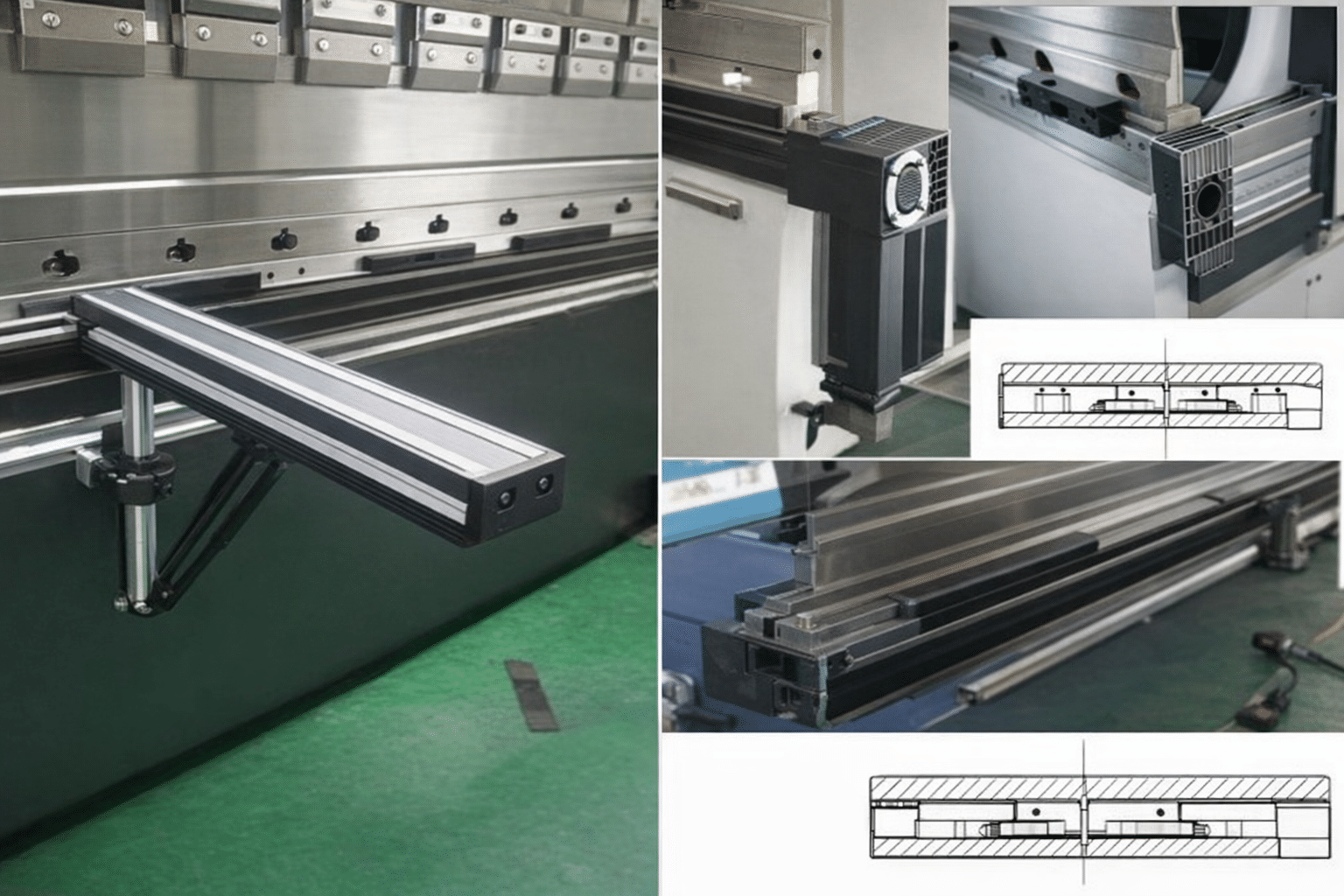
3. Backgauge Positioning Error
If the backgauge position is unstable or inaccurate, the bending line may shift, which affects both angle and part dimension accuracy.
4. Hydraulic Pressure Instability
Hydraulic pressure fluctuation may cause unstable bending force. This is especially important in high-volume production where repeatability is required.
5. Machine Frame Deflection
Large tonnage bending creates heavy force on the frame. If the machine structure is not strong enough or compensation is not set correctly, bending accuracy will be affected.
For higher stability, many manufacturers choose an Electro-Hydraulic Synchronous CNC Press Brake for precision bending applications.
CNC Program and Operator Problems
Sometimes the machine and tooling are both correct, but the bending angle is still unstable. In this case, the CNC program and operation process should be checked.
- Incorrect material thickness input
- No angle compensation setting
- Wrong bending sequence
- Incorrect tooling data in the CNC system
- Insufficient operator experience
For complex jobs, a better CNC control system and standard operation process can reduce human error and improve repeatability.

How to Solve Press Brake Angle Inconsistency
To solve uneven bending angles, do not adjust only one parameter. A complete troubleshooting process should be used.
- Check material thickness and hardness before production
- Select the correct punch and V-die opening
- Inspect tooling wear regularly
- Calibrate Y1 and Y2 synchronization
- Set crowning compensation correctly
- Check backgauge repeatability
- Use angle measurement or angle correction systems when needed
- Train operators to follow standard bending procedures、

For factories that require stable batch production, a high-precision servo system can help improve bending consistency. You can also review our Torsion Axis Servo CNC Press Brake or Full Electric CNC Press Brake for different production requirements.
How to Improve Long-Term Bending Stability
Long-term bending accuracy depends on regular maintenance and process control. A good machine can only perform well when it is properly maintained.
- Build a preventive maintenance plan
- Check hydraulic oil and pressure stability
- Inspect tooling wear and alignment
- Calibrate machine accuracy regularly
- Use stable material suppliers
- Record bending data for repeat jobs
In a professional metal fabrication workshop, bending quality is controlled by equipment, tooling, process, and inspection working together.
Application Industries That Require Stable Bending Angles
Angle consistency is especially important in industries where parts must fit accurately during assembly.
- Automotive manufacturing
- Aerospace manufacturing
- Elevator and lift manufacturing
- Shipbuilding industry
- Construction industry
Real Production Case: Long Workpiece Angle Variation
One customer experienced unstable bending angles when producing long structural parts. The angles at both ends were acceptable, but the middle section showed visible deviation.
After checking the machine, tooling, and material, engineers found that the main issue was incorrect crowning compensation. The tooling also showed minor wear after long-term use.
After recalibrating the crowning system, checking Y1 and Y2 synchronization, and replacing worn tooling, the bending result became much more stable. Scrap rate was reduced, and the customer reported better assembly quality.

Conclusion
Press brake angle inconsistency is usually caused by a combination of material variation, tooling problems, machine calibration, CNC programming, and operator process. Solving the problem requires systematic troubleshooting instead of random parameter adjustment.
Stable bending accuracy comes from the right machine, correct tooling, suitable material control, and proper process management.
If you are looking for a reliable bending solution, explore our full range of CNC press brake machines or contact our engineering team for a customized recommendation.